




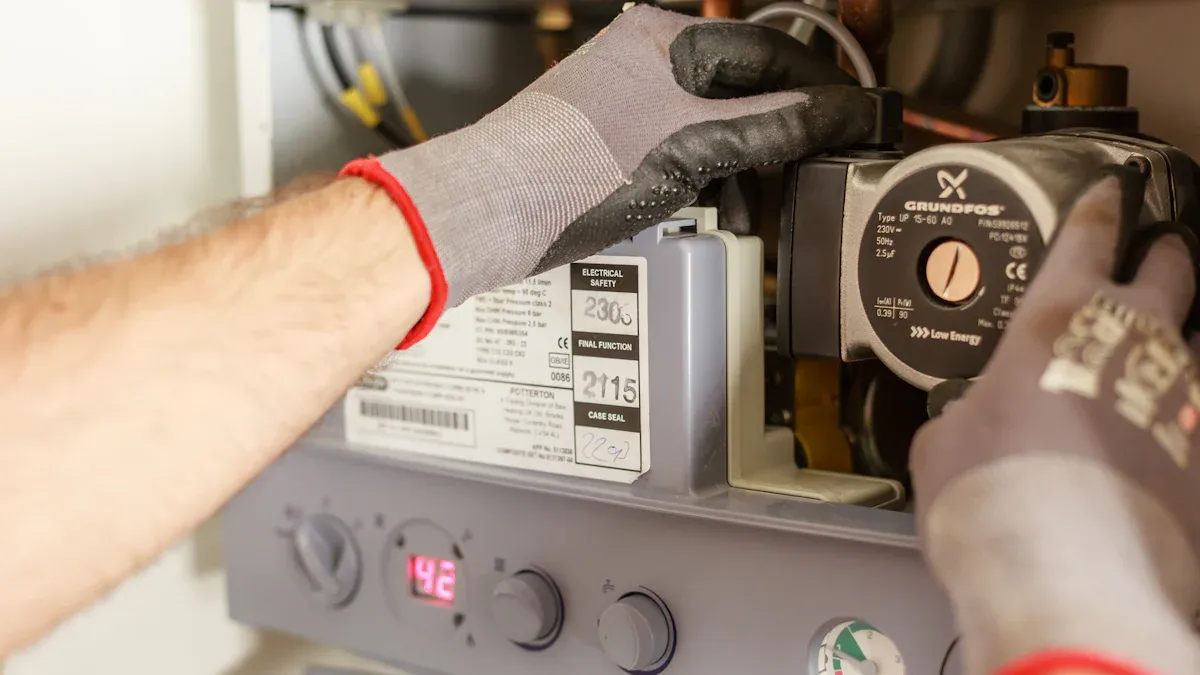
Ningbo Victor Seals Co., Ltd, dibināts 1998. gadā, ir profesionāls ražotājsMehāniskie blīvējumiNingbo, Džedzjanas provincē. Mūsu zīmols “Victor” ir reģistrēts vairāk nekā 30 valstīs visā pasaulē. Mēs saprotam kritisko lomuMehāniskie blīvējumilomu dažādos rūpnieciskajos procesos, un mūsu zināšanas palīdz risināt bieži sastopamas problēmas.
Mūsu plašais klāstsMehāniskie blīvējumiietver kārtridža blīves, gumijas silfonu blīves, metāla silfonu blīves un O veida gredzena blīves, kas paredzētas dažādiem darba apstākļiem. Mēs piedāvājam arī OEMMehāniskie blīvējumipielāgots konkrētām klientu prasībām. Mēs apzināmies, ka ir svarīgi izprast primāroMehāniskā blīvējuma atteices cēloņiir būtiska uzticamai darbībai. Mūsu produkti ir izstrādāti, lai samazinātu šīs problēmas, nodrošinot optimālu veiktspēju.
EfektīvsMehāniskā blīvējuma problēmu novēršanabieži vien ietver problēmu agrīnu identificēšanu. Mūsu blīves ir izstrādātas ar precizitāti, un mēs ražojam dažādas rezerves daļas no tādiem materiāliem kā silīcija karbīds, volframa karbīds, keramika un ogleklis blīvgredzeniem, buksēm un vilces diskiem. PārbaudeBlīvējuma virsmas nodiluma modeļisniedz būtisku ieskatu veiktspējā, un mūsu augstas kvalitātes materiāli veicina ilgāku blīvējuma kalpošanas laiku.
Inženieri bieži jautā parKas izraisa karstuma plaisāšanu uz mehāniskā blīvējuma virsmām?Mūsu blīves tiek ražotas atbilstoši stingriem standartiem (DIN24960, EN12756, IS03069, AP1610, AP1682 un GB6556-94), lai pretotos šādām problēmām. Turklāt mēs saprotam, cik svarīgi irKā novērst blīvējuma elastomēru ķīmisko koroziju?Mūsu apņemšanās attiecībā uz kvalitatīviem materiāliem un dizainu nodrošina mūsu blīvējumu ilgtermiņa integritāti pat sarežģītos apstākļos.
Mūsu produkti tiek plaši izmantoti naftas, ķīmiskajā rūpniecībā, elektrostacijās, mašīnbūvē, metalurģijā, kuģu būvē, notekūdeņu attīrīšanā, poligrāfijā un krāsošanā, pārtikas rūpniecībā, farmācijā, automobiļos un citur, apliecinot mūsu apņemšanos nodrošināt uzticamu un izturīguMehāniskie blīvējumi.
Galvenie secinājumi
- Instalētmehāniskās blīvespareizi. Nepareiza uzstādīšana ir galvenais iemesls, kāpēc blīves priekšlaicīgi sabojājas. Izpildiet visas darbības un izmantojiet pareizos instrumentus.
- Regulāri ieeļļojiet mehāniskos blīvējumus.Blīvējumiem nepieciešama šķidra plēvelai tas darbotos labi. Sausā darbība izraisa blīvējumu pārkaršanu un ātru bojāšanos.
- Aizsargājiet blīves no netīrumiem un ķīmiskām vielām. Abrazīvas daļiņas un nepareizas ķīmiskās vielas var sabojāt blīves. Izmantojiet filtrus un izvēlieties materiālus, kas var tikt galā ar šķidrumiem.
- Kontrolējiet temperatūru un vibrāciju. Pārāk liels karstums vai kratīšana var sabojāt blīves. Izmantojiet dzesēšanas sistēmas un novērsiet lietas, kas izraisa vibrāciju, lai blīves kalpotu ilgāk.
- Regulāri pārbaudiet blīves un uzlabojiet materiālus. Meklējiet nodiluma pazīmes. Izmantojot izturīgākus materiālus, piemēram, silīcija karbīdu, blīves var padarīt izturīgākas.
1. Nepareiza mehānisko blīvējumu uzstādīšana
Nepareiza uzstādīšanair viens no galvenajiem priekšlaicīgas mehāniskā blīvējuma atteices cēloņiem. Pat visizturīgākie un augstākās kvalitātes mehāniskie blīvējumi nevar darboties optimāli, ja tehniķi tos uzstāda nepareizi. Šī problēma bieži rodas nepietiekamas apmācības, steigas uzstādīšanas procesā vai svarīgu darbību novārtā atstāšanas dēļ.
Nepareizas izlīdzināšanas un nepareiza iestatījuma sekas
Nepareiza izlīdzināšana un iestatījumi rada ievērojamas darbības problēmas.Ievērojama procentuālā daļamehānisko blīvējumu bojājumu ir saistīti ar vibrāciju, ko izraisa nepareiza izlīdzināšana. Šī nepareiza izlīdzināšana var izpausties vairākos veidos:
- Paralēlā (nobīdes) neatbilstība: vārpstas ir nobīdītas, bet paliek paralēlas.
- Leņķiskā nobīde: vārpstas krustojas leņķī.
- Abu kombinācija: reālās pasaules instalācijās bieži vien ir novērojama gan paralēla, gan leņķiska nobīde.
Vārpstas nobīde izraisa novirzi blīvējuma vietāŠī novirze izjauc eļļošanas plēvīti starp blīvējuma virsmām. Pat neliela novirze izraisa nevienmērīgu blīvējuma virsmas slodzi, palielinātu berzi un lokalizētu siltuma uzkrāšanos. Šie apstākļi ātri pasliktina blīvējuma veiktspēju un noved pie bojājuma.
Nepareiza iestatīšana rada arī nopietnas sekas.
- Pārāk augsta vai pārāk zema spiediena iestatīšana blīvējuma korpusāvar izraisīt blīvējuma bojājumus.
- Piedziņas problēmas, kas izraisa maisītāja vārpstas lielu izvirzījumu, var izraisīt blīvējuma bojājumus.
- Maisītāja darbināšana ar šķidrumu lāpstiņu līmenī var izraisīt blīvējuma bojājumus.
- Sausiem blīvējumiem nepareiza darbība var izraisīt lielāku slāpekļa patēriņu nekā parasti, šņākšanu vai pūzšanu no blīvējuma korpusa un indikatora lodītes rādījumus, kas pārsniedz pieļaujamās robežas, vai lēkāšanu plūsmas mērītājā.
- Eļļotu vai mitru blīvējumu nepareizu darbību norāda palielināts šķidruma zudums vai pilnīgi sausa blīvējuma darbība.
- Noplūduši slapji blīvējumi ievada maisījumā barjeras šķidrumu, izraisot piesārņojumu. Tie var arī noplūst atmosfērā un uz trauka galvas, radot nekārtību. Galu galā eļļotājs izžūst, izraisot blīvējuma bojājumus un iespējamu trauka satura noplūdi.
- Noplūduši sausie blīvējumi patērē ievērojamu daudzumu slāpekļa, nolietojas un var radīt mazu trauku pārslodzi. Sejas blīvējumos var iekļūt liels daudzums smalku oglekļa putekļu un piesārņot to. Tas galu galā noved pie blīvējuma nodiluma, nespējas uzturēt barjeras gāzes spiedienu un trauka satura izlaišanas atmosfērā.
Mehāniskā blīvējuma uzstādīšanas labākā prakse
Ievērojot nozares standarta labāko praksinodrošinapareiza uzstādīšanaun pagarina blīvējuma kalpošanas laiku.
- Pirmsinstalācijas plānošana un pārbaudeTas ietver blīvējuma veida, materiāla un ekspluatācijas apstākļu noteikšanu. Tas ietver arī tādu komponentu kā vārpstas, uzmavas, blīvslēga un blīvējuma virsmu nodiluma pārbaudi. Tehniķi mēra vārpstas izvirzījumu un diametru, salīdzinot to ar ražotāja pielaidēm. Viņi apstiprina, ka ir visas nepieciešamās detaļas.
- Pirmsinstalācijas kontrolsarakstsIzmantojiet standartizētu kontrolsarakstu, lai pārliecinātos par pareizo blīvējuma modeli un materiālu. Pārliecinieties, vai vārpsta/uzmava atbilst pielaides robežām. Nodrošiniet tīru vidi. Ir sagatavoti kalibrēti instrumenti, pieejamas apstiprinātas smērvielas un jauni O veida gredzeni/atbalstgredzeni. Dokumentējiet visus pirmsinstalācijas mērījumus.
- Instrumenti, palīgmateriāli un darbvietas iestatīšanaSagatavojiet tīru, labi apgaismotu un no piesārņojuma brīvu vietu. Nepieciešamie instrumenti ir griezes momenta atslēga, mērierīces, mikrometrs/suports, skalas indikators, mīkstas skrūvspīles, ražotāja apstiprināta montāžas smērviela, šķīdinātājs, bezplūksnu salvetes un kalibrēti mērinstrumenti. Kasetnes blīvēm pārbaudiet pareizo blīvslēga skrūvju izkārtojumu un griezes momenta secību.
2. Slikta eļļošana un sausas darbības apstākļi
Kā nepietiekama eļļošana bojā mehāniskās blīves
Nepietiekama eļļošana nopietni pasliktina mehānisko blīvējumu veiktspēju un kalpošanas laiku.Lielākā daļa mehānisko blīvējumu balstās uz šķidruma plēvistarp to virsmām, lai samazinātu siltumu un berzi. Ja šī eļļošana ir nepietiekama vai tās nav, notiek darbība bez šķidruma. Šis stāvoklis izraisa tūlītēju un smagu pārkaršanu.Eļļošanas plēve starp blīvējuma virsmām var iztvaikot, izraisot termisko šokuŠis trieciens bieži izraisa plaisāšanu, pūslīšu veidošanos un ātru blīvējuma virsmu abrazīvo nodilumu.
Operatori novēro vairākas nepietiekamas eļļošanas pazīmes.Dziļas rievas uz blīvējuma virsmasbieži norāda uz šo problēmu. Citi simptomi ir šādi:čīkstošas skaņas, oglekļa putekļu uzkrāšanās un skrāpējumi vai iegriezumiuz blīvējuma virsmām. Sūkņa detaļu karstuma radītie bojājumi arī norāda uz nepietiekamu eļļošanu.Skalošanas sistēmas kļūme vai nepietiekams procesa šķidruma daudzumsblīvējuma virsmās rodas pārmērīgs karstums. Šis karstums izraisa piedegušu vai krāsas maiņu blīvējuma virsmās un saīsina blīvējuma kalpošanas laiku. Sausā darbība arī atstājkoncentriskas rievas uz blīvējuma virsmas. “Mirgošana” apraksta eksplozīvu vides iztvaikošanu blīvēšanas spraugā. Šī parādība izraisa blīvējuma virsmu vibrēšanu un krātera veidošanos. Zema eļļošanas spēja palielina kavitācijas iespējamību blīvējuma virsmās. Tas izraisa periodisku darbību bez šķidruma, karstumu, nodilumu un noplūdes.
Stratēģijas, lai nodrošinātu pareizu mehānisko blīvējumu eļļošanu
Pareiza eļļošana ir ļoti svarīgamehānisko blīvējumu kalpošanas laika pagarināšanaTas samazina berzi un nodilumu, novēršot priekšlaicīgus bojājumus. Tas arī samazina apkopes izmaksas un dīkstāves laiku. Efektīva eļļošana samazina noplūdes, kas ir ļoti svarīgi drošībai un vides aizsardzības prasību ievērošanai. Tas arī palielina uzticamību, nodrošinot vienmērīgāku darbību un mazāk negaidītu bojājumu.
Dažādas sistēmas nodrošina pareizu eļļošanu. Iekšējā eļļošana izmanto pašu sūknējamo šķidrumu. Šī sistēma ir rentabla, ja sūknējamais šķidrums ir laba smērviela. Ārējā eļļošana izmanto atsevišķu šķidrumu. Tas ir ideāli piemērots, ja sūknējamais šķidrums nav piemērots. Buferu un barjeru sistēmas ir sarežģītākas. Tās izmanto zema spiediena vai augstāka spiediena šķidrumu bīstamiem vai jutīgiem šķidrumiem. Šīs sistēmas piedāvā visaugstāko drošību.
Smērvielas izvēli ietekmē vairāki faktoriAugsta darba temperatūra var noārdīt smērvielas. Augsts spiediens var izraisīt smērvielu noplūdi. Lielāks ātrums rada lielāku berzi un siltumu. Smērvielai ir jābūt arīsaderīgs ar procesa šķidrumuRegulāras pārbaudes ir būtiskas problēmu agrīnai atklāšanai. Tas ietver noplūžu, nodiluma un smērvielas līmeņa pārbaudi. Smērvielu pārvaldība ietver pareiza veida izmantošanu un to tīrības uzturēšanu. Regulāri apkopes darbi ietver smērvielas papildināšanu un filtra nomaiņu. Savlaicīga anomāliju izmeklēšana novērš blīvējuma bojājumus.
3. Abrazīvas vielas un piesārņojums mehāniskajos blīvējumos
Abrazīvo daļiņu destruktīvā ietekme
Abrazīvās daļiņas un piesārņojums ievērojami samazina mehānisko blīvējumu kalpošanas laiku. Šīs daļiņas, kas bieži atrodas procesa šķidrumā, tieši bojā blīvējuma virsmas. Piemēram, neregulāras SiO2 abrazīvās daļiņas var radīt bojājumus, un eksperimentos tiek analizēti to lūzuma mehānismi blīvējuma saskarnē.urbšanas procesi, daļiņas un gruži, ieskaitot iežu fragmentus, nonāk blīvējuma saskarnē. Tas izraisa nopietnu abrazīvu nodilumu. Šīs abrazīvās daļiņas izraisaskrambas, plaisas vai nevienmērīgs nodilumsuz mehāniskā blīvējuma svarīgākajām daļām.
Abrazīvās daļiņas noārda mehānisko blīvējumu komponentusgalvenokārt abrazīvā nodiluma rezultātā, kad tās iekļūst blīvējuma saskarnē. Noārdīšanās mehānismi ir atkarīgi no daļiņu kustības. Ja daļiņas iekļūst, tās darbojas kā griezējinstrumenti, izraisot divu ķermeņu nobrāzumu. Ja tās paliek brīvas, to kustība var ietvert gan slīdēšanu, gan ripošanu. Neatkarīgi no to kustības nodiluma zudumi rodas bīdes un stiepšanās ietekmes dēļ, ko šīs daļiņas rada uz gumiju. Gumijas termiskā noārdīšanās var mainīt tās mehāniskās īpašības, padarot to uzņēmīgāku pret daļiņu iekļūšanu. Šīs izmaiņas var mainīt nodiluma mehānismu no virsmas plīšanas uz mikrogriešanu vai plankumu lobīšanos. Turklāt daļiņas var iesprūst virsmas defektos, kas paildzina to abrazīvo darbību un var mainīt to kustību no slīdēšanas uz ripošanu, tādējādi pastiprinot blīvējuma komponentu bojājumus.
Filtrēšana un materiālu izvēle abrazīvām vidēm
Mehānisko blīvējumu aizsardzībai abrazīvā vidē ir nepieciešamas efektīvas stratēģijas.Filtrācijas sistēmas ir ļoti svarīgas lielāku cietvielu atdalīšanaiTas ir īpaši svarīgi tādos pielietojumos kā ieguves rūpniecība, kur skalošanas ūdens, ja tas netiek pareizi filtrēts, var saturēt abrazīvas daļiņas.Pareizas filtrēšanas stratēģijas, īpaši izmantojot smalkus filtrus, ir būtiski buferšķidrumiem un barjeras šķidrumiem mehāniskajos blīvējumos. Tas noņem piemaisījumus, mazina abrazīvo nodilumu un aizsargā blīvējuma veiktspēju. Ir svarīgi nodrošināt, lai filtri būtusaderīgs ar šķidrumiemlai izvairītos no jaunu piesārņotāju ieviešanas vai plūsmas ierobežošanas. Būtiska loma ir arī atbilstošu materiālu izvēlei blīvējuma virsmām un sekundārajiem blīvējumiem. Cietāki materiāli, piemēram, silīcija karbīds vai volframa karbīds, nodrošina labāku izturību pret abrazīvo nodilumu salīdzinājumā ar mīkstākiem materiāliem.
4. Ķīmiskā nesaderība ar mehāniskajiem blīvējuma materiāliem
Mehānisko blīvējumu ķīmiskais uzbrukums un degradācija
Ķīmiskā nesaderība rada ievērojamus draudus mehānisko blīvējumu integritātei. Kad blīvējuma materiāli saskaras ar nesaderīgiem procesa šķidrumiem, notiek ķīmiska iedarbība un degradācija. Šis process apdraud blīvējuma spēju efektīvi darboties. Bieži sastopamie ķīmiskie reaģenti rada dažāda veida bojājumus.blīvējuma virsmas, elastomēri un citi blīvējuma komponentiPiemēram,ogļūdeņražu bāzes eļļas iedarbojas uz elastomēriem, piemēram, EPDM, savukārt šķīdinātāji, piemēram, acetons un etanols, noārda tādus materiālus kā nitrils.
Stipras skābes, sārmi vai agresīvi šķīdinātājivar sadalīt noteiktu gumijas formulu molekulāro struktūru. Šķidrumi, kas izraisa absorbciju, var izraisīt elastomēru pietūkumu un pavājināšanos. Spēcīgas oksidējošas ķīmiskas vielas vai eļļas, kas ekstrahē plastifikatorus, var padarīt O veida gredzenus cietus, trauslus un stīvus. Vides faktori, piemēram, ozons, skābeklis vai UV gaisma, ķīmiski reaģē ar jutīgām gumijām, izraisot plaisāšanu. Uz naftas bāzes veidotas eļļas vai degvielas var izraisīt nesaderīgu gumiju, piemēram, nitrila (Buna-N), mīkstināšanu un pietūkumu.Tīrīšanas līdzekļi, skābi līdzekļi un kodīgi skalošanas līdzekļiarī rūpīgi jāapsver ķīmiskā saderība. Augsta pH vide un termiskā iedarbība prasa sārmiem izturīgus materiālus.
Ķīmiski izturīgu mehānisko blīvējumu komponentu izvēle
Pareizu materiālu izvēle mehāniskajiem blīvējumiem ir ļoti svarīga, lai novērstu ķīmisko degradāciju. Izvēloties ķīmiski izturīgas detaļas, inženieriem jāņem vērā vairāki kritēriji.darbības vide ir vissvarīgākā; tas ietver temperatūru, spiedienu un abrazīvu vai kodīgu šķidrumu klātbūtni. Materiāliem jābūt ar izcilu termisko stabilitāti augstas temperatūras pielietojumiem. Saderība ar procesa vidi ir būtiska. Materiāliem jābūt izturīgiem pret agresīvām ķīmiskām vielām, eļļām vai gāzēm, lai novērstu ķīmiskas reakcijas, degradāciju vai pietūkumu. Tas prasa ņemt vērāprimārās ķīmiskās vielas, sekundārie savienojumi, reakcijas blakusprodukti un tīrīšanas līdzekļipH līmenis ir izšķirošs, tāpat kā oksidējošas ķīmiskās vielas un kodīgu vielu koncentrācija.
Svarīgas ir arī temperatūras un spiediena veiktspējas raksturlielumi. Paaugstināta temperatūra paātrina ķīmisko iedarbību un maina materiāla īpašības. Augsts spiediens saasina ķīmisko iedarbību un rada mehāniskas slodzes. Tāpēc materiāliem ir nepieciešama augsta spiedes izturība, piemēram, silīcija karbīdam vai volframa karbīdam. Svarīga loma ir arī virsmas apdares un nodilumizturības prasībām. Virsmas kvalitāte ietekmē eļļošanas plēves un rada vietas ķīmiskai iedarbībai. Cieti materiāli, piemēram, volframa karbīds vai silīcija karbīds, ir nepieciešami, ja procesa šķidrumi satur suspendētas cietvielas.
5. Pārmērīgas temperatūras ietekme uz mehāniskajiem blīvējumiem

Termiskā spriedze un tās ietekme uz mehāniskā blīvējuma integritāti
Pārāk augsta temperatūra būtiski ietekmē integritāti unMehānisko blīvējumu kalpošanas laiksAugsta temperatūra rada termisko spriegumu, kas noved pie dažāda veida bojājumiem.Berzes siltuma ģenerēšanair galvenā problēma. Nepietiekama dzesēšana vai nepareiza materiālu izvēle izraisa lokālu sakaršanu. Tas izraisa materiāla degradāciju vai eļļošanas plēvju bojājumus. Materiāli, piemēram, silīcija karbīds un volframa karbīds, nodrošina augstu siltumvadītspēju labākai siltuma izkliedei. Ogleklis, lai gan pašeļļojošs, var pārkarst. Neefektīvas dzesēšanas sistēmas deformē vai glazē blīvējuma virsmas. Pārmērīgs karstums noārda eļļošanas plēves, izraisot sausu kontaktu un nodilumu.
Temperatūras svārstības izraisa arī virsmas deformāciju vai termiskās plaisas. Nevienmērīga izplešanās starp savienojamajām detaļām atšķirīgu termiskās izplešanās koeficientu dēļ noved pie nepareizas izlīdzināšanas un noplūdes. Termiskie gradienti izraisa nelīdzenumu vai izliekumu, ietekmējot blīvēšanas spiedienu un radot karstos punktus. Straujas temperatūras izmaiņas izraisa termisko šoku, īpaši trauslos materiālos, piemēram, keramikā, kas noved pie plaisāšanas. Augsta spiediena un temperatūras kombinācijas paātrina noguruma un sprieguma lūzumus. Turklāt paaugstināta temperatūra paātrina ķīmiskās reakcijas starp blīvēšanas materiāliem un procesa vidi. Tas izraisa pietūkumu, mīkstināšanu vai plaisāšanu. Temperatūras izmaiņas var izraisīt procesa šķidrumu uzliesmošanu, kas noved pie tvaika korķa vai sausas darbības. Paaugstināta temperatūra bieži vien samazina šķidruma viskozitāti, samazinot eļļošanu un palielinot nodilumu.
Dažādiem materiāliem ir atšķirīga temperatūras tolerance:
| Elastomēra materiāls | Temperatūras diapazons |
|---|---|
| Nitrila gumija (NBR) | -40°C līdz 120°C |
| Fluorogļūdeņraža gumija (FKM) | -20°C līdz 200°C |
| EPDM | -50°C līdz 150°C |
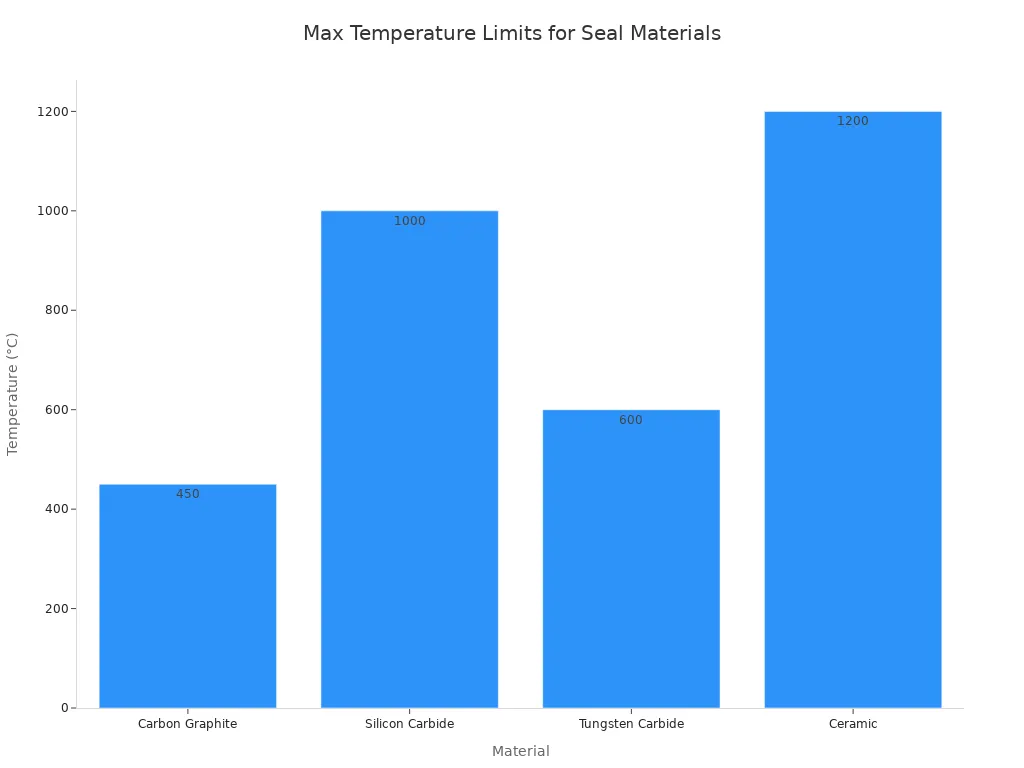
| Materiāls | Temperatūras diapazons |
|---|---|
| Oglekļa grafīts | -200°C līdz 450°C |
| Silīcija karbīds | Līdz 1000°C |
| Volframa karbīds | Līdz 600°C |
| Keramikas | Līdz 1200°C |
Dzesēšanas sistēmas un augstas temperatūras mehānisko blīvējumu risinājumi
Pārmērīgas temperatūras pārvaldība ir ļoti svarīga blīvējuma ilgmūžībai.Dzesēšanas sistēmas efektīvi novērš blīvējuma pārkaršanuŠie risinājumi izkliedē siltumu un uztur optimālus blīvējumu darbības apstākļus.
Vairāki dzesēšanas sistēmu veidiir efektīvi:
- Dzesēšanas šķidruma cirkulācijaTas ietver dzesēšanas šķidruma, piemēram, ūdens vai ūdens un glikola maisījuma, cirkulāciju caur īpašu sistēmu. Šī sistēma ietver sūkni, siltummaini un vadības ierīces siltuma izkliedēšanai no blīvējuma virsmām.
- SiltummaiņiŠīs ierīces pārnes siltumu no procesa šķidruma uz dzesēšanas vidi, piemēram, gaisu vai ūdeni. Tās noņem iekārtā radīto siltumu un atdzesē mehāniskās blīves.
- Ārējās dzesēšanas sistēmasSistēmas, piemēram, dzesētāji vai saldēšanas iekārtas, uztur procesa šķidruma un apkārtējās vides temperatūru. Tās piedāvā visaptverošu dzesēšanas pieeju.
- Siltuma izkliedes ierīcesTādas ierīces kā dzesēšanas ribas, siltuma izkliedētāji vai siltumvadoši materiāli palielina siltuma izkliedes virsmas laukumu. Tās veicina blīvējuma komponentu efektīvu dzesēšanu.
- Integrētas dzesēšanas funkcijasMūsdienu blīvējumos var būt dzesēšanas apvalki vai kanāli dzesēšanas šķidruma tiešai cirkulācijai blīvējuma mezglā. Tas optimizē termisko veiktspēju.
6. Vibrācija un tās kaitīgā ietekme uz mehāniskajiem blīvējumiem
Pārmērīga vibrācija rada nopietnus draudus ierīces ilgmūžībai un veiktspējai.Mehāniskie blīvējumiŠis dinamiskais spēks var rasties no dažādiem avotiem sūknēšanas sistēmā, izraisot priekšlaicīgu bojājumu. Izpratne par šiem avotiem un to ietekmi ir ļoti svarīga efektīvai profilaksei.
Kā pārmērīga vibrācija noved pie mehāniskā blīvējuma atteices
Vibrācija tieši ietekmē blīvējuma saskarni. Tā izraisarotējoša blīvējuma virsma nevienmērīgi šūpojaspret nekustīgo blīvējuma virsmu. Šī svārstīšanās rada trieciena slodzes uz blīvējuma virsmām ar katru vārpstas apgriezienu. Šie triecieni traucē vienmērīgu eļļošanas šķidruma sadalījumu starp virsmām. Bez vienmērīgas eļļošanas rodas berze, radot pārmērīgu karstumu uz blīvējuma virsmām. Šī trieciena un karstuma kombinācija tieši noved pie mehāniskā blīvējuma bojājumiem un galu galā tā atteices.
Pārmērīgu vibrāciju veicina vairāki faktori.Mehāniski cēloņiietver nelīdzsvarotas rotējošas detaļas, piemēram, bojātus lāpstiņriteņus vai saliektas vārpstas. Sūkņa un piedziņas nepareiza izlīdzināšana, cauruļu deformācija un nodiluši gultņi arī rada vibrāciju. Hidrauliski cēloņi ietver sūkņa darbību ārpus tā labākās efektivitātes punkta (BEP), sūknējamā produkta iztvaikošanu vai gaisa iekļūšanu sistēmā. Citi avoti ir harmoniska vibrācija no tuvumā esošām iekārtām vai sūkņa darbība kritiskā ātrumā.Neatbilstība starp sūkņa un motora vārpstāmapvienojumā ar sistēmas vibrāciju rada spriegumu. Šis spriegums izraisa nevienmērīgu nodilumu un priekšlaicīgu nogurumu, kas galu galā noved pieblīvējuma atteice.
Vibrācijas mazināšana mehānisko blīvējumu aizsardzībai
Mehānisko blīvējumu aizsardzībai pret vibrāciju nepieciešami preventīvi pasākumi. Inženieri var ieviest vairākus risinājumus, lai samazinātu vibrācijas līmeni un uzlabotu blīvējuma izturību. Materiālu izvēlei ir būtiska loma.Poliuretāna blīves, piemēram, saglabā elastību ekstremālos apstākļos. Tie absorbē triecienus un vibrācijas, neplaisājot un nezaudējot formu. Šie materiāli piedāvā izcilu nodilumizturību, pārspējot gumiju augstas vibrācijas vidē. Tie arī ir izturīgi pret saspiešanu, nodrošinot vienmērīgu blīvējuma veiktspēju.
Citi inženiertehniskie risinājumi ietverslāpētāji un izolatoriSlāpētājiem tiek izmantoti viskoelastīgi materiāli, lai samazinātu rezonanses uzvedību sistēmā. Izolatori, kas izgatavoti no atbilstošiem materiāliem, piemēram, grieztām blīvēm vai formētām gumijas detaļām, mazina vibrācijas pārnešanu. Šīs detaļas absorbē triecienus un slāpē vibrācijas, aizsargājot jutīgās blīvējuma detaļas. Pēc pasūtījuma izgatavoti gumijas un plastmasas risinājumi var kalpot arī kā izolējoši blīvējumi, aizsargājot pret piesārņojuma iekļūšanu, triecieniem un vibrāciju.
7. Spiediena svārstības, kas ietekmē mehāniskos blīvējumus
Nestabilā spiediena radītie izaicinājumi mehāniskajos blīvējumos
Nestabili spiediena apstākļi būtiski ietekmē mehāniskā blīvējuma veiktspēju. Paaugstināts spiediens vardeformēt blīvējuma virsmasŠī deformācija apdraud blīvējuma integritāti. Arī sekundārie blīvējumi, piemēram, O veida gredzeni un silfoni, nolietojas paaugstināta spiediena ietekmē. Cikliskās spiediena izmaiņas izraisa blīvējumu atkārtotu saspiešanu un atslābšanu. Tas noved piemateriāla nogurumsun galīgu bojājumu, ja blīvējumam trūkst pietiekamas izturības. Pēkšņi spiediena lēcieni var pārsniegt materiāla elastīgās deformācijas spēju. Tas izraisa paliekošu deformāciju vai plaisāšanu.
Dinamiskais spiediens, ko rada šķidruma kustība, noved pieblīvējuma virsmas vibrācijaŠī vibrācija izraisa nodilumu un priekšlaicīgus bojājumus. Spiediena svārstības ietekmē šķidruma plēves biezumu un stabilitāti starp blīvējuma virsmām. Ja plēve ir pārāk plāna, rodas metāla kontakts un palielināts nodilums. Ja tā ir pārāk bieza, var rasties nestabilitāte un noplūde. Nestabili spiediena apstākļi parasti rodas noekspluatācijas apstākļikas pārsniedz blīvējuma konstrukcijas parametrus. Arī hidrauliskais nelīdzsvarotība blīvējuma kamerā veicina šo procesu. Kad sistēmas spiediens pārsniedz konstrukcijas robežas, palielinātais aizvēršanās spēks rada pārmērīgu berzi un karstumu. Savukārt nepietiekams spiediens izraisa noplūdi nepareiza blīvējuma virsmas kontakta dēļ. Hidrauliskais nelīdzsvarotība rada svārstīgu spiedienu, kas noved pie “sejas liftingsŠis periodiskais kontakts novērš stabilu eļļošanu un izraisa termiskos ciklus, kas veicina nestabilitāti.
Mainīga spiediena mehānisko blīvējumu projektēšana un ekspluatācija
Mehānisko blīvējumu projektēšana un ekspluatācija mainīgam spiedienam prasa rūpīgu apsvēršanu. Mehānisko blīvējumu virsmas ir pakļautas deformācijām, ko izraisa spiediena un temperatūras gradienti. Spiedienam un ātrumam svārstoties, mainās arī šīs deformācijas, ietekmējot virsmas profilu un potenciāli izraisot nodilumu. Lai gan mūsdienu blīvējumi parasti ir izturīgi, ievērojamas ātruma svārstības var negatīvi ietekmēt blīvējuma kalpošanas laiku. Mehānisko blīvējumu vides kontroles sistēmas, piemēram,API plāns 11, 21 un 31, ir ļoti jutīgas pret spiediena izmaiņām. Šīm sistēmām ir jāpielāgojas maksimālajiem un minimālajiem darba apstākļiem, lai novērstu tādas problēmas kā elastomēra vai virsmas bojājumi un nodrošinātu atbilstošu dzesēšanu un eļļošanu.
Ekspluatācijas apstākļi, īpaši spiediens un vārpstas ātrums, ir kritiski faktori, izvēloties piemērotu mehānisko sūkņa blīvējumu mainīga spiediena vidēm. Augstspiediena pielietojumiem ir nepieciešama izturīga blīvējuma konstrukcija, kas spēj izturēt ievērojamus šķidruma spiediena spēkus. Izšķirošs projektēšanas apsvērums ietver visas inženiertehniskās sistēmas un pielietojuma apstākļu novērtēšanu. Ir svarīgi ņemt vērāpilns darbības spektrs, ieskaitot spiediena ciklus, ieslēgšanu un izslēgšanu, kā arī mainīgas temperatūras.Balansēti mehāniskie blīvējumiir izšķiroši svarīgi mainīga spiediena apstākļos. Tie vienmērīgi sadala hidrauliskos spēkus pa blīvējuma virsmām. Šī konstrukcija samazina spiediena izraisīto deformāciju, samazina siltuma veidošanos un nodilumu, kā arī pagarina blīvējuma kalpošanas laiku.
8. Materiāla nogurums un nodilums mehāniskajos blīvējumos
Mehānisko blīvējumu kalpošanas laika un degradācijas izpratne
Materiāla nogurums un nodilums ir bieži sastopami mehānisko blīvējumu atteices cēloņi. Laika gaitā pastāvīgā slodze un berze darbības laikā noārda blīvējuma komponentus. Šī noārdīšanās samazina blīvējuma efektivitāti un galu galā noved pie atteices. Izpratne par paredzamo kalpošanas laiku palīdz plānot apkopi.
| Mehāniskā blīvējuma veids | Paredzamais kalpošanas laiks |
|---|---|
| Viena atspere | 1–2 gadi |
| Kasetne | 2–4 gadi |
| Plēšas | 3–5 gadi |
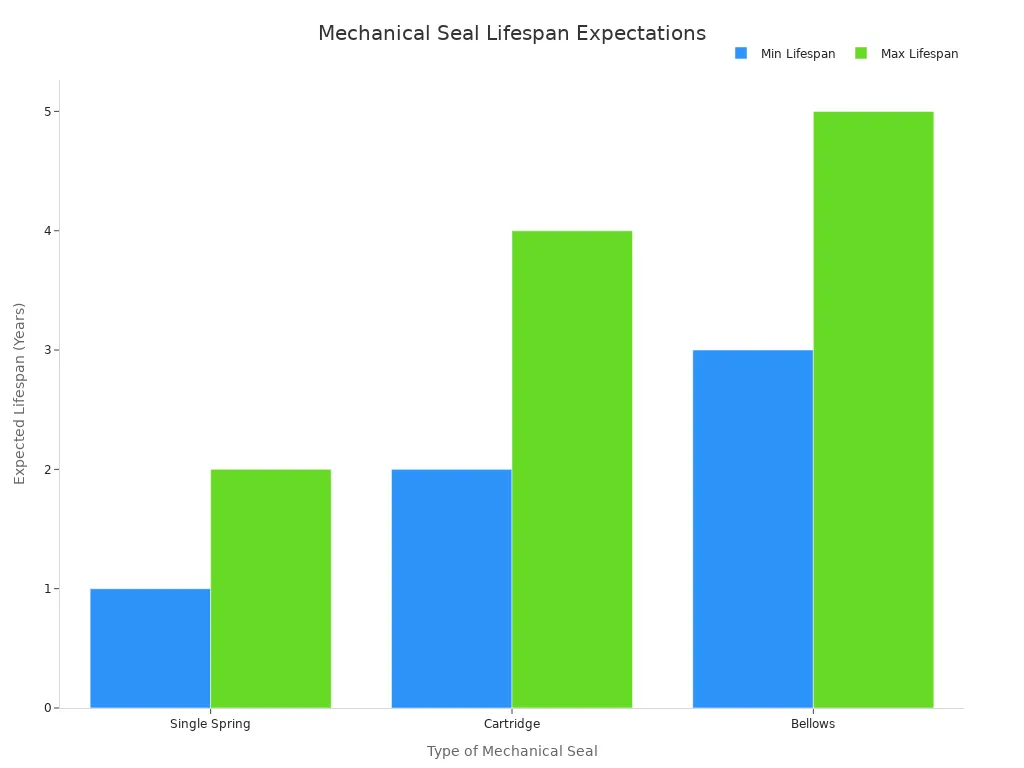
Šie diapazoni ir tipiski. Faktiskais kalpošanas laiks atšķiras atkarībā no ekspluatācijas apstākļiem un apkopes prakses.Vairāki indikatori norāda uz materiāla nogurumu un nodilumu:
- Rievošana:Aksiālie griezumi uz dinamiskās lūpas bieži rodas piesārņojuma dēļ.
- Pietūkums:Blīvmateriāls kļūst mīksts un zaudē formu. To parasti izraisa nesaderīga vide.
- Pasliktināšanās:Blīvējums zaudē elastību, plaisā un drūp. To bieži izraisa nesaderīgi šķidrumi.
- Sacietēšana:Rodas plaisāšana un elastības zudums. To izraisa blīvējumi, kas pakļauti zemām temperatūrām, kuras pārsniedz materiāla ierobežojumus.
- Rētas:Uz lūpas vai dinamiskās puses parādās iespiedumi, griezumi vai pārmērīgas skrambas. To bieži izraisa uzstādīšanas bojājumi.
- Valkāt:Uz blīvējuma lūpas dinamiskās virsmas parādās spīdīgs, spoguļveidīgs spīdums vai olveida nodilums. To izraisa pārāk smalka virsmas apdare vai nepietiekama eļļošana.
- Ekstrūzija:Blīvējuma stūri izvirzās spraugās. Elastomēra blīvējumos rodas bojājumi, kas rodas iegravēšanas dēļ. To izraisa pārspiediens, atbalsta gredzena trūkums, pārmērīgas ekstrūzijas spraugas vai nepietiekami cieti blīvēšanas materiāli.
- Lūzums:Rodas garas lineāras plaisas, trūkstoši gabali vai pilnīga blīvējuma daļu nolūšana. To parasti izraisa nepietiekami izturīgi materiāli pārmērīga sprieguma, ārkārtīgi zemas temperatūras vai pārspiediena ietekmē.
Mehānisko blīvējumu proaktīva apkope un materiālu modernizācija
Proaktīvas apkopes stratēģijas ievērojami pagarina blīvējumu kalpošanas laikuŠīs stratēģijas samazina negaidītu bojājumu iespējamību. Tās arī uzlabo iekārtu kopējo uzticamību.
- Regulāras apkopes prakse:Tas ietver regulāru blīvējuma komponentu tīrīšanu. Tas ietver atbilstošas eļļošanas metodes. Svarīga ir arī sistēmas spiediena un temperatūras uzraudzība. Blīvējuma vides pārbaude, lai noteiktu tādas problēmas kā šķidruma līmenis un piesārņojums, palīdz.
- Uzlabotas apkopes metodes:Tie ietver blīvējuma virsmas atjaunošanu. Elastomēru un blīvju nomaiņa ir daļa no tā. Spiediena samazināšanas vārstu un skalošanas sistēmu izmantošana palīdz. Buferšķidrumu un sekundāro blīvējumu izmantošana nodrošina uzlabotu aizsardzību.
- Labākā prakse blīvējuma kalpošanas laika maksimizēšanai:Galvenās prakses nodrošina pareizu izlīdzināšanu uzstādīšanas laikā. Izšķiroša nozīme ir atbilstošu materiālu izvēlei konkrētajam pielietojumam. Operatoru apmācība par pareizu lietošanu un apkopi palīdz. Regulāra ekspluatācijas apstākļu pārskatīšana arī pagarina blīvējuma kalpošanas laiku.
Būtiska loma ir arī materiālu uzlabojumiem. Izmantojot tādus uzlabotus materiālus kā silīcija karbīds vai volframa karbīds, tiek uzlabota izturība pret nodilumu un nogurumu. Šie materiāli labāk iztur skarbus apstākļus. Tie piedāvā izcilu izturību.
Apspriestie dažādie faktori nedarbojas atsevišķi. Tie bieži vien apvienojas, paātrinot mehānisko blīvējumu degradāciju. Lai pagarinātu blīvējuma kalpošanas laiku, ir ļoti svarīga holistiska pieeja. Tas ietver rūpīgu apsvēršanu.šķidruma īpašības, tostarp viskozitāteunķīmiskā saderībaTas ietver arī darbības apstākļus, piemēram, spiedienu un temperatūru. Būtiska nozīme ir arī aprīkojuma detaļām un materiālu iespējām. Inženieriem ir arī jāizvērtēpraktiskie un ekonomiskie faktoriŠī visaptverošā stratēģija nodrošina optimālu veiktspēju un samazina dārgas dīkstāves, izmantojot informētu profilaksi.
Bieži uzdotie jautājumi
Kāds ir visbiežākais mehāniskā blīvējuma bojājumu iemesls?
Nepareiza uzstādīšana ir galvenais iemesls. Nepareiza izlīdzināšana, nepareiza iestatīšana un procesa steiga bieži noved pie priekšlaicīgas atteices. Pareiza apmācība un labākās prakses ievērošana ir ļoti svarīga, lai novērstu šīs problēmas.
Kā sausa darbība ietekmē mehāniskos blīvējumus?
Sausā darbība noņem nepieciešamo šķidruma plēvi starp blīvējuma virsmām. Tas izraisa tūlītēju pārkaršanu, termisko šoku un ātru nodilumu. Tas noved pie plaisāšanas, pūslīšu veidošanās un dziļu rievu veidošanās uz blīvējuma virsmām, ievērojami saīsinot blīvējuma kalpošanas laiku.
Kuri materiāli ir vislabākie abrazīvai vai ķīmiskai videi?
Abrazīviem apstākļiem cietie materiāli, piemēram, silīcija karbīds vai volframa karbīds, piedāvā izcilu izturību. Ķīmiskām vidēm materiālu izvēleķīmiski saderīgsar procesa šķidrumu ir vitāli svarīga. Tas novērš blīvējuma komponentu degradāciju, pietūkumu vai plaisāšanu.
Kā augsta temperatūra ietekmē mehāniskos blīvējumus?
Pārmērīga temperatūra izraisa termisko spriegumu, materiāla degradāciju un eļļošanas plēves plīsumu. Tā var izraisīt virsmas deformāciju, termiskas plaisāšanas un paātrinātas ķīmiskās reakcijas. Dzesēšanas sistēmas un augstas temperatūras izturīgi materiāli ir būtiski šo efektu pārvaldībai.
Vai vibrācija tiešām var sabojāt mehānisko blīvējumu?
Jā, pārmērīga vibrācija būtiski bojā mehāniskos blīvējumus. Tā izraisa rotējošās blīvējuma virsmas vibrāciju, radot trieciena slodzes un traucējot eļļošanu. Tas noved pie palielinātas berzes, siltuma uzkrāšanās un priekšlaicīgas nodiluma, kas galu galā noved pie blīvējuma atteices.
Publicēšanas laiks: 2026. gada 30. janvāris